



想了解我们的球墨铸铁管柔性铸铁排污管产品参数产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:球墨铸铁管柔性铸铁排污管产品参数的图文介绍

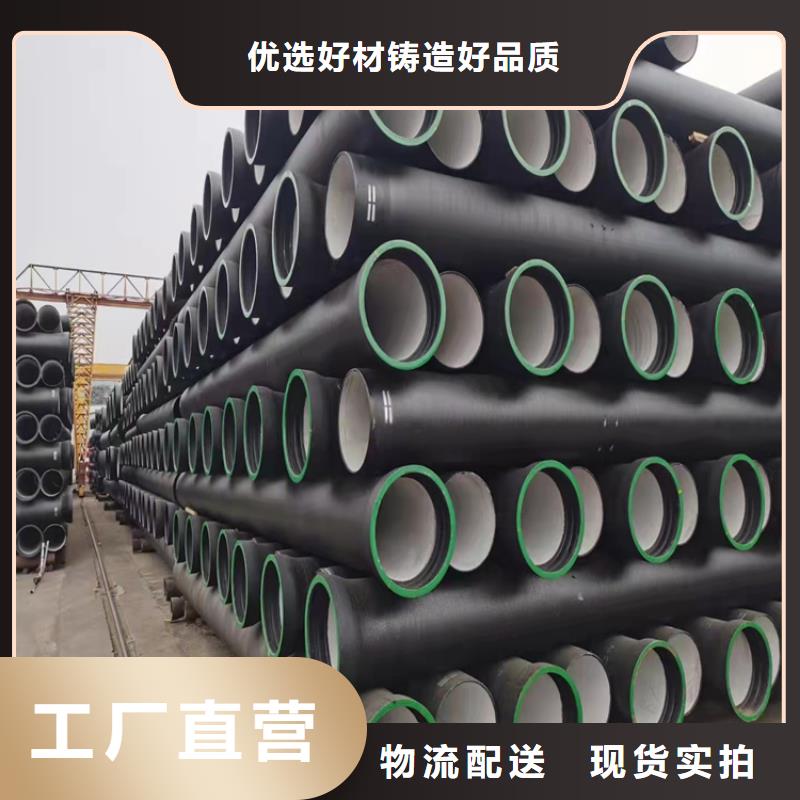
华尔网 2、球墨铸铁管 球墨铸铁管具有较高的抗拉强度和延伸率,且具有较好的韧性、耐腐蚀、抗氧化、耐高压等优良性能,用于输水工程一般采用滑入式橡胶圈接口,防腐处理在工厂进行,管外壁根据使用要求进行不同绝缘等级的沥青防腐,内壁衬水泥砂浆防腐层。目前国内一些大型球墨铸铁管厂都按ISO2531标准生产,产品大口径达DN2600。 球墨铸铁管特点是性能优良,管径和压力等级可选择范围广,施工方便,管件由生产厂配套供应,不需进行现场焊接及防腐操作,但管材价格较高。球墨铸铁管是输配水工程中应用得为广泛的管材之一。安装施工时,管道长度不合适时必须使用工具切割,对于因损坏或施工需要对铸管进行切割前,应将需切的铸管放在水平面或方木上,并对切掉部门沿铸铁管一周用记号笔进行标记华尔网 切割球墨铸铁管可使用砂轮切割机或电动金属锯切管机。 在手柄上施加压力时,一次不要用力过大,否则砂轮会断裂。机器运转时,操作人员不得站在砂轮的侧面,以免发生事故。当砂轮被切割、振动、抖动、不稳定现象时,必须立即停止操作,检查砂轮间隙是否有损坏,如有必须及时更换,以确保正常使用。球墨铸铁管切割表面如有毛刺,可用砂轮或锉刀打磨光滑。 用砂轮连续打磨和切割球墨铸铁管,直至其断裂。用磨削方法切割球墨铸铁管时,首先应标记切割部位,以免切割时产生偏差。将拔出的球墨铸铁管放入切割机内,用内置卡箍固定好球墨铸铁管。接下来,启动切割机,逐渐向切割机手柄施加压力。砂轮切入球墨铸铁管,直到球墨铸铁管被切断。


华尔网球铁管表面应干燥、无灰尘、无任何附着不牢的颗粒或外来物质,如油或脂。 由生产厂决定,在球墨铸铁管已氧化的外表面还是在喷砂处理或磨削后的表面喷涂或刷涂富锌凃料。 将富锌涂料喷涂或刷涂在球墨铸铁管外表面上。 富锌涂料涂层应覆盖球墨铸铁管的外表面,无裸露及附着不牢等缺陷。 只要富锌涂料涂层的质量要求,允许出现螺旋形外观。 华尔网由于操作造成的富锌涂料涂层损伤,只要每平方米面积中累计损伤区域面积不超过5cm2及单个损伤区域较小的一边尺寸不超过5mm,可认为该涂层质量合格。 较大面积损伤应进行修补。 富锌涂料涂层质量的平均值不应小于150g/m2,局部小值不应小于130g/m2。 生产者应目视检查每根管涂层的状况及其均匀性,并应对涂层质量进行定期测量。 未涂覆到的区域,如被试片遮盖过的区域及涂层损伤程度超过允许范围的区域均应按喷涂或刷涂方法予以修补。



主要生产的产品有:【陕西榆林国标球墨铸铁管】。 承接全国各地区【陕西榆林国标球墨铸铁管】,资质齐全,全国包验! 博辉钢铁有限公司厂家始建于2017年,至今已有将近多年【陕西榆林国标球墨铸铁管】经验,诚实做人,诚信共事,合作共赢!



华尔网规范管模使用制度,减少球墨铸铁管的气孔和针孔发生。 针对管模内壁打点偏稀的问题,要求打点工在进行管模维修打点时,降低管模打点机打点杆的进给速度,使打出的麻点稠密、均匀;对于管模内壁打点过浅,要求在进行管模维修打点时,提高风压(0.7-0.75MPa),磨好打点头,保证麻点深度适宜。 对于内表面有油脂和杂物的球墨铸铁管管模,特别是新使用的管模,使用前,必须管模表面的油脂和杂物。对于有龟裂纹的管模,轻微的,使用时适当增大模粉的加入量;龟裂纹严重的,必须及时更换管模。 离心球墨铸铁管质量缺陷主要有:重皮、气孔与针孔、夹渣夹杂、渗漏、水压打爆等。 重皮、气孔与针孔和夹渣夹杂质量缺陷总共占百分之七十多,可见上述三种质量缺陷是导致球墨铸铁管综合合格率低的主要原因。 华尔网对离心机生产情况进行检查发现,在使用过的管模中,有些新使用的管模内壁粘附油脂和杂物不到位,有些旧管模存在龟裂纹,内壁打点稀、浅。根据生产工艺的要求,新使用的管模必须干净内壁的粘附油脂和杂物,管模内壁的打点要均匀、深度不超过0.3至0.5mm。 生产工艺要求铁水在感应电炉内高温时间不得超过30分钟,DN100—1000mm管子的浇注温度为1380—1500℃。对铁水质量调查发现,铁水在感应电炉内高温时间过长,超过30min,浇注温度也有时偏高,有时偏低,不符合生产工艺要求。另外,流槽与管模间距离过大、流槽出铁口弯头形状不当、流槽出铁口距承口位置较远以及翻包量过大、管模转速过高也是导致拉管质量缺陷产生的重要原因。


